Сравнение лазерной и плазменной резки металла
 Перед каждым предприятием или производством на этапе создания стоит вопрос, какой установке для резки металла отдать свое предпочтение.
Перед каждым предприятием или производством на этапе создания стоит вопрос, какой установке для резки металла отдать свое предпочтение.
На сегодняшний день лидерами в этой области являются довольно распространенные лазерный и плазменный типы резки. Сегодня проведеться краткий обзор и сравнение каждого варианта, что поможет принять правильное решение каждому владельцу многопартийного производства.
Производительность и стоимость установки
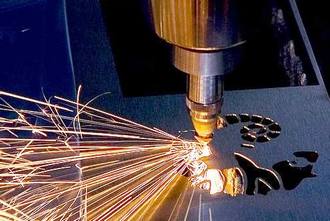
Говоря об эффективности, стоит заметить, что во время раскроя тонкого металла с огромным количеством всевозможных отверстий и других элементов наиболее производительным вариантом будет лазерное оборудование. Такие компании, как tomir.ru используют такие качества лазера, как высокая скорость работы и отличная точность.
Если показатель толщины материала больше, плазма проявляет себя лучше. Если учитывать, что оборудование будет использовать одинаковую мощность, плазменная резка оказывается эффективней при создании обычных деталей. Многочисленные партии из тонкого металла лучше создавать с помощью лазерной резки, ведь вырезанные элементы могут использоваться в разных установках, и точность играет большую роль.
Чтобы разобраться в ценовом вопросе, предполагается, что работа будет выполняться над металлом одинаковой толщины. При такой толщине, как 2 мм, стоимость покупки и эксплуатации лазерной установки будет одинаковой с плазменным вариантом, но с увеличением этого показателя второй тип будет дешевле по возрастанию.
Качество кромки
При использовании плазменного оборудования величину конусности среза и количество окалины можно регулировать путем подбора подходящих параметров, к которым относятся направление среза, его скорость, источник плазмы и сила тока.
Оказывает большое влияние и такой фактор, как качество расходных материалов. Шероховатость вызывается скоростью резки. Также, чем выше ток и меньше скорость, тем меньше образуется шероховатость. Важно понимать, что точность резака и динамические показатели установок очень влияют на качество кромки при резке.
Если грамотно подходить к работе с качественной плазменной установкой, можно добиться неплохого результата. Однако следует понимать, что сфокусированный лазер имеет погрешность в 0,1 мм, а это позволяет качественно работать с тонким металлом по заданным чертежам и проектам.